

Статьи
|
Рекомендуем посетить
|
Строительство -> Эффективный бетонПОВЫШЕНИЕ ПРОЧНОСТИ МЕЖПОРОВЫХ СТЕНОК ПОРИЗОВАННЫХ БЕТОНОВ И БЕТОНОВ НА ЛЕГКИХ ЗАПОЛНИТЕЛЯХ КАК СПОСОБ УВЕЛИЧЕНИЯ ПРОЧНОСТИ МАТЕРИАЛА ПРИ СОКРАЩЕНИИ РАСХОДА ЦЕМЕНТА Эффективный бетон Вопросы энерго- и ресурсосбережения в современном капитальном строительстве приобретают все более важное значение в условиях роста цен на энергоносители.Выполнение требований новых теплотехнических норм в соответствии с изменениями 3 СНиП II- 3- 79* "Строительная теплотехника" не возможно без массового применения теплоэффективных строительных материалов и конструкций. Основным способом увеличения теплосопротивления ограждающих конструкций является применение пористых материалов низкой теплопроводности и плотности. Имеется богатый опыт применения в строительстве многослойных ограждающих конструкций, где роль теплоэффективного материала играет минеральная вата, либо листовой пенополистирол. Однако, применение многослойных конструкций в строительстве целесообразно лишь при реконструкции существующих зданий и сооружений, не отвечающих возросшим требованиям теплотехнических норм. При кажущейся привлекательности многослойных конструкций на основе минеральной ваты и пенополистирола им присущи и серьезные недостатки, значительно снижающие область применения таких конструкций. Большая трудоемкость возведения многослойных ограждающих конструкций, малая воздухопроницаемость, теплотехническая неоднородность и, наконец, возможность конденсации влаги между разнородными слоями такой стены - серьезный недостаток многослойных композиций. Теплотехническая однородность однослойных ограждений в 1.3-1.5 раз больше, чем в многослойных. Кроме того, проблема долговечности различных типов утеплителей в многослойных ограждающих конструкциях недостаточно изучена. Поэтому современное капитальное строительство развивается именно по пути возведения не многослойных, а однослойных ограждающих конструкций. Из современных строительных материалов, имеющих высокие показатели теплосопротивления, малый объемный вес и, поэтому являющихся оптимальным материалом для возведения теплоэффективных однослойных ограждающих конструкций, можно отметить ячеистые бетоны (газобетон, пенобетон) и бетоны на легких заполнителях (полистиролбетон, вермикулитобетон). Для этих материалов характерно, что при средней плотности 600кг/м3 коэффициент теплопроводности в среднем составляет 0.14 - 0.145 Вт/ (м*Со), что позволяет создавать ограждающие конструкции, обеспечивающие требуемое теплосопротивление при умеренной толщине наружных стен. Из перечисленных материалов наиболее интересными представляются: пенобетон неавтоклавного твердения и полистиролбетон малой плотности. При отличных показателях теплосопротивления, характерного для этих материалов, производство их относительно не сложно, и может быть организованно непосредственно на строительной площадке, что значительно расширяет область применения пенобетона и полистиролбетона в современном строительстве. Пенобетон неавтоклавного твердения, как и полистиролбетон наиболее рационально использовать в ограждающих конструкциях зданий повышенного уровня теплозащиты, при устройстве перекрытий малоэтажных зданий, теплоизоляции чердачных перекрытий и полов, звукоизоляции перекрытий, стен и перегородок. Причем, полистиролбетон и пенобетон может использоваться в строительстве как в виде готовых стеновых блоков, камней, перегородок и плит заводского производства, так и в виде подвижного раствора, приготовленного непосредственно на строительной площадке. Однако опыт массового производства и применения пенобетона и полистиролбетона низких плотностей выявил ряд серьезных недостатков, присущих этим материалам. Причем эти недостатки (малая прочность материалов на сжатие, большой расход высокомарочного цемента, расслоение материала и большой процент боя при перевозке) многократно увеличиваются из-за низкой культуры производства, отсутствия внятных рекомендаций и легко воспроизводимых в условиях строительных площадок технологических регламентов производства пенобетона неавтоклавного твердения и полистиролбетона малой плотности. При производстве стеновых блоков из полистиролбетона и пенобетона неавтоклавного твердения на специализированных предприятиях производители, помимо вышеперечисленных проблем, возникающих при изготовлении этих материалов, вынуждены решать еще одну: повышенное время выдержки изделий в формах. Длительное время выдержки материала в формах значительно снижает оборачиваемость технологической оснастки на производстве. Неоправданное снижение времени выдержки материала в формах, приводит к увеличению процента брака изделий при распалубке. Причем, при производстве пенобетона для сокращения сроков набора распалубочной прочности вполне возможно применение тепловлажностной обработки, то в производстве полистиролбетона тепловлажностная обработка изделий полностью исключается. Итак, основными недостатками теплоэффективных строительных материалов на основе пенобетона неавтоклавного твердения и полистиролбетона низких плотностей следует признать: -Низкая прочность на сжатие -Большой расход высокомарочного цемента -Нестабильность получаемого материала -Отсутствие внятных рекомендаций и практически отработанных, легковоспроизводимых технологий и рецептур получения материала -Повышенное время выдержки материала в формах, большой процент брака при распалубке или резке 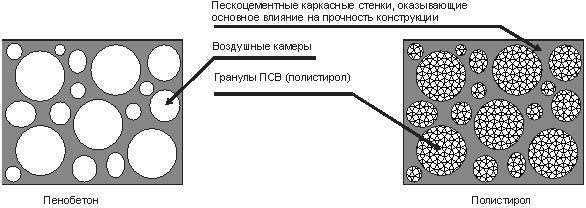 Однако, принимая во внимание, что прочность как пенобетона (поризованного бетона), так и бетона на легких заполнителях (полистиролбетона) прежде всего, зависит от прочности межпоровых стенок. В пенобетоне это стенки, разделяющие сформированные пузырьки или поры, а в полистиролбетоне это стенки, разделяющие вспененные гранулы ПСВ. Повышение прочности межпоровых стенок - действенный способ увеличения прочности строительных материалов на основе пенобетона и полистиролбетона. Для повышения прочности межпоровых стенок теплоэффективных строительных материалов наиболее целесообразно снижение водотвердого отношения при увеличении активности, как вяжущих материалов (цемента), так и инертных (песка, шлака, золы) составляющих смеси. Применение этих неоднократно проверенных на практике методов повышения прочности бетонов и растворов позволяет получать строительные материалы на основе пенобетона и полистиролбетона повышенной прочности при умеренном расходе цемента. Таким образом, получение качественных теплоэффективных строительных материалов возможно лишь при использовании исходных материалов, отвечающих определенным требованиям, точности дозировок и проведения комплекса мероприятий по увеличению активности (активации) применяемых компонентов. Остановимся подробней на исходных материалах, применяемых для производства, как пенобетона, так и полистиролбетона, тем более, что до определенного момента требования к компонентам смеси для производства этих материалов будут аналогичными. Инертные составляющие смеси При выборе инертного заполнителя в производстве пенобетона и полистиролбетона необходимо помнить, что модуль крупности применяемого заполнителя должен назначаться исходя из плотности получаемого материала. И если в производстве материалов плотностью 900 кг/м3 возможно применение песка средней группы (Мк 2.0- 2.5), то производство материалов меньшей плотности требует применение более мелкого песка.При производстве теплоэффективных материалов объемной массой менее 800 кг/м3 с использованием песка ГОСТ 8736-93 необходимо применять песок либо тонкий (Мк 0.87), либо очень тонкий (Мк 0.57), что связано, прежде всего, с большим объемом вовлеченного в раствор воздуха (в пенобетоне), либо большого количества вспененных гранул ПСВ (в полистиролбетоне). Принимая во внимание неизменность свободного объема между сферическими телами одинакового диаметра (гранулами ПСВ, либо сферическими пустотами в пенобетоне), необходимо стремиться к максимально плотной укладке сферических тел в материале. Иными словами, для получения материала максимально низкой плотности необходимо сокращать толщину межпоровых стенок, приближая сферические тела, как можно ближе друг к другу. Песок (либо зола, или шлак) повышенного модуля крупности в межпоровой перегородке играет роль не компонента материала перегородки, а является включением, окруженным цементным зерном. Такие включения увеличивают толщину межпоровой перегородки, что соответственно увеличивает и объемный вес материала, так как такие крупные включения не являются элементами силового каркаса, межпоровых перегородок, они не увеличивают прочность цементно-песчаной конструкции, а напротив ослабляют ее. 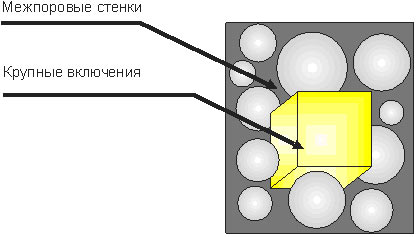 Таким образом, для получения материала низкой плотности, обладающего хорошими показателями прочности на сжатие, необходимо применение инертных компонентов с высокими показателями удельной поверхности материала. Перед применением инертных компонентов требуемого гранулометрического состава желательно провести работы по их активации. Активация инертных компонентов смеси в случае, если их гранулометрический состав соответствует заданной плотности пенобетона либо полистиролбетона заключается в удалении с поверхности частиц неактивных поверхностных пленок. В случае, если гранулометрический состав инертных составляющих смеси не удовлетворяет вышеизложенным требованиям, песок (шлак, зола) необходимо измельчить. Измельчение песка повышает его удельную поверхность, активность песка резко возрастает. Для тонкого помола песка возможно применение измельчителей- дезинтеграторов сыпучих материалов, либо шаровых и молотковых мельниц. Вяжущие составляющие смеси В повышении прочности межпоровых перегородок теплоэффективных строительных материалов основную роль играет активность цемента, либо активность другого применяемого вяжущего компонента смеси. Активность цемента зависит от множества факторов. Сроки изготовления цемента, условия хранения цемента оказывают заметное влияние на его активность. Однако основным фактором, влияющим на активность цемента, являются показатели его удельной поверхности. Чем выше показатели удельной поверхности, тем выше активность цемента. Способ активации цемента методом дополнительного помола основан именно на этом принципе.Увеличение удельной поверхности цемента всего на 2.8 % (с 283м2 /кг до 291м2 /кг) увеличивает его активность на 5 %. Увеличение активности цемента на 5% позволяет получать строительные растворы и бетоны, прочность которых в первые сутки нормального твердения увеличивается на 45% от прочности контрольных образцов. Таким образом, относительно небольшое увеличение активности цемента дает ощутимый прирост прочности готового материала. В производстве пенобетона либо полистиролбетона рекомендуется применять именно легкое доизмельчение цемента, как наиболее экономически выгодное. Для активации цемента на 3-5% возможно применение доступных агрегатов-измельчителей-дезинтеграторов, для которых характерны низкая энергонагруженность, высокая производительность и, что немаловажно, небольшая себестоимость активации цемента. Так, расход электроэнергии, затрачиваемой на 5% активацию одной тонны цемента измельчителем-дезинтегратором, не превышает 4.3 кВт, при установленной мощности агрегата около 15кВт. Применение измельчителя- дезинтегратора для помола цемента в производстве пенобетона и полистиролбетона позволяет получать строительные материалы повышенной прочности при сокращении сроков выдержки материала в формах. Активация цемента на 5% в измельчителе-дезинтеграторе происходит за один прогон, при повторном прогоне активность цемента возрастает. Особая ценность методики активации цемента в производстве теплоэффективных материалов - это возможность применения лежалого цемента и цемента невысокого качества без ухудшения технических характеристик выпускаемого материала. Применение активированных компонентов смеси в производстве пенобетона и полистиролбетона позволяет получать материал стабильно высокого качества. Наиболее впечатляющие результаты увеличения прочности межпоровых стенок в пенобетоне и полистиролбетоне низких плотностей (менее 700 кг/м3 ) достигаются при организации совместного помола цемента и песка. При этом измельчитель-дезинтегратор играет роль не только агрегата измельчителя, но и выполняет функцию смесителя сыпучих материалов. Применение метода совместного помола сухих составляющих пенобетона и полистиролбетона позволяет получить совершенно однородную цементно-песчаную смесь на основе активированного цемента и песка заданного гранулометрического состава. Как результат, увеличение прочности материала, как в первые сутки твердения, так и на 28 сутки, сокращение времени выдержки материала в формах, снижение расхода цемента и возможность применения цемента невысокого качества. Турбосмесители - активаторы в производстве теплоэффективных строительных материалов Итак, получена активированная цементно-песчаная смесь заданных характеристик, пригодная для производства активированного пенобетона или полистиролбетона. Следующим шагом на пути получения качественных теплоэффективных строительных материалов будет выбор смесительного оборудования. Дело в том, что производство стеновых блоков, панелей и плит на основе пенобетона возможно лишь с применением литьевой технологии формовки. Подвижные растворы загружаются в формы, имеющие разделительные перегородки для формования стеновых блоков, либо не имеющих таких перегородок при формовании массива для последующей резки на резательных машинах. После набора материалом распалубочной прочности, формы разбираются, а отформованный материал укладывается на технологические поддоны.При изготовлении стеновых блоков и панелей из полистиролбетона возможно формование материала, как литьевым способом, так и методом объемного вибропрессования жестких формовочных смесей. Каждый из этих способов формования имеет свои положительные и отрицательные стороны, однако в рамках этой статьи мы остановимся на литьевой технологии получения стеновых блоков из пенобетона и полистиролбетопа низких плотностей. Для приготовления подвижных растворов с одновременной дополнительной активацией компонентов идеально подходят турбулентные бетоносмесители, имеющие скоростные активаторы и бортовые лопатки определенной конфигурации. Большинство применяемых в производстве пенобетона одностадийных смесителей - это смесители турбулентного типа. Положительные стороны смесительного оборудования турбулентного типа это: -Отличное качество смешивания при высокой производительности -Низкая энергонагруженность смесительного оборудования -Активация компонентов раствора при смешивании При производстве пенобетона смеситель турбулентного типа выполняет функцию агрегата поризации бетона. Иными словами, помимо непосредственного смешивания компонентов раствора, скоростной активатор турбулентного смесителя активирует пенообразователь, что приводит к образованию большого объема пустот (пор, пузырьков) в приготавливаемом растворе. Однако, наряду с положительными качествами турбулентных смесителей, существуют и некоторые недостатки, присущие смесителям этого типа. Из них основными являются: -Низкая надежность уплотнительных устройств, обеспечивающих герметичное уплотнение места входа скоростного вала в емкость смесителя. Соответственно низкая надежность самого смесителя. -Возможность работы лишь с бетонами и растворами, имеющими достаточно высокую подвижность (осадка по стандартному конусу не менее 10- 15 см). Тем не менее, не смотря на ряд серьезных недостатков, в производстве пенобетона и полистиролбетона (литьевого формования) использование турбулентных смесителей не только полностью оправдано, но и является наиболее целесообразным. Остановимся более подробно на конструктивных изменениях существенно расширяющих область применения смесителей турбулентного типа. Проблема повышения надежности уплотнительных устройств смесителей турбулентного типа полностью решена с применением "Устройства пневмодинамической защиты опорного узла: НАВИГАТОР - Тула". Разработанное устройство "НАВИГАТОР- Тула" позволило многократно увеличить ресурс оборудования, повышая его производительность. Применение устройства "НАВИГАТОР- Тула" в смесителях турбулентного типа позволило изменить форму активатора, оснастив его лопастями минимального гидродинамического сопротивления, что позволило существенно увеличить практическую производительность смесительного оборудования. Применение активатора-турбины и устройства "НАВИГАТОР - Тула" позволило создать универсальный турбосмеситель - активатор, одинаково уверенно приготавливающий строительные растворы, пенобетон различных плотностей, полистиролбетон, с одновременной активацией компонентов смеси. Новый тип смесительного оборудования: Универсальный турбосмеситель- активатор, объединяя все самое лучшее от турбулентных смесителей классической конструкции и последние достижения в области скоростного смешивания различных материалов, позволяет реализовать на практике идею создания универсального смешивающего агрегата. Турбосмесители оснащаются высокочастотными вибраторами, установленными в нижней конусной части емкости. Применение высокочастотных вибраторов позволило увеличить подвижность приготавливаемого раствора без добавления воды, что особенно ценно при производстве материалов заданной подвижности. Применение высокочастотных вибраторов, создающих возле стенок емкости смесителя локальные области, где приготавливаемый материал находится в псевдожидком состоянии (при контакте со стенками емкости имеет большую подвижность, чем основной материал в емкости смесителя). Таким образом, применение турбосмесителей - активаторов, оснащенных высокочастотными вибраторами, позволило приготавливать пенобетон пониженной технологической влажности и полистиролбетон различной плотности. Виброактивация и гидроактивация Применение турбосмесителей, оснащенных высокочастотными бортовыми вибраторами, в производстве пенобетона, полистиролбетона, строительных растворов открывает еще одну возможность повышения прочности материалов при сокращении расхода цемента.Объединение технологии помола твердых составляющих смеси с методом последующей гидроактивации позволяет добиться впечатляющих результатов, как в вопросах повышения прочности материала, так и в сокращении расхода цемента на производстве. Особенно актуально использование технологии комплексной активации в производстве пенобетона, когда гидроактивация компонентов раствора происходит одновременно с поризацией рабочего раствора. Сам принцип гидроактивации растворов основан на снижении флокуляционных взаимодействий частиц. Как известно при контакте воды с цементом между частицами появляются силы поверхностного взаимодействия, что приводит к образованию цементных флокул. В данном случае, флокулы это объединение частиц цемента вследствие молекулярного сцепления и абсорбции. Чем больше удельная поверхность цемента (цемент более мелкий), тем интенсивней протекают процессы флокулообразования. Иными словами, чем качественней цемент, тем большее количество флокул образуется. При неправильно подобранных режимах активации или смешивания происходит парадоксальное явление: до определенного момента помол цемента и соответственно увеличение удельной поверхности повышает прочность материала, однако дополнительное измельчение цемента зачастую приводит к снижению прочности. Причины этого - высокая начальная скорость схватывания цемента и агрегатирование измельченного цементного зерна. Цементные флокулы препятствуют равномерному распределению воды в системе, сокращая количество цементного зерна, участвующего в процессе гидратации. Таким образом, от 30 до 70% цемента не получают возможности прогидратировать в полном объеме и практически не оказывают влияние на прочность материала. Высокочастотные виброимпульсы, генерируемые бортовыми вибраторами, способствуют интенсивному разрушению флокулационных новообразований. Цементное зерно имеет возможность прогидратировать в максимально полном объеме. Таким образом, прочность материала существенно возрастает (особенно в первые сутки нормального твердения), а расход цемента снижается. Добавим к этому, что скоростной турбоактиватор смесителя, равномерно распределяя компоненты раствора, способствует удалению поверхностных неактивных пленок с цементного зерна и песка. Гидроактивация раствора, проведенная на турбосмесителе - активаторе не только повышает активность компонентов раствора, но и позволяет восстанавливать изначальную активность лежалых цементов. Обработка растворов на турбосмесителе - активаторе позволяет повысить прочность строительного раствора на сжатие на 25-30%. Причем себестоимость гидроактивации предельно мала. Так для повышения прочности (на сжатие) строительного раствора на 10 % потребуется около 1.1кВт электроэнергии. Производство эффективного пенобетона пониженной технологической влажности Технология производства пенобетона пониженной технологической влажности на турбосмесителе - активаторе несколько отличается от классических схем приготовления пенобетона на одностадийных смесителях турбулентного типа. Основное отличие - это снижение водотвердого (В/Т) отношения и оптимизация процесса порообразования (поризации).Снижение В/Т отношения на ряду с активацией компонентов смеси - действенный способ увеличения прочности материала при снижении расхода цемента. При подборе состава водо-цементно-песчаного раствора следует стремиться к снижению водотвердого (В/Т) отношения. Увеличение количества свободной воды в системе неизменно приводит к образованию большого количества капиллярных пор. Капиллярные поры значительно снижают прочность цементного камня, водопроницаемость цементного камня увеличивается, как следствие, значительно снижаются показатели долговечности материала. Известно, что количество воды в бетоне, связанной с цементом, не превышает 25-28%, но для улучшения удобноукладываемости бетона значения В/Ц принимаются 0.45-0.5. Способность раствора к поризации также напрямую зависит от количества свободной воды в растворе. Поэтому для производства пенобетона обычно используют В/Ц не менее 0.4. На практике получены следующие результаты: при увеличении В/Ц с 0.5 до 0.6 прочность цементного камня снижается в среднем на 15-20%, а при уменьшении значения В/Ц с 0.6 до 0.45 прочность цементного камня возрастает на 15-18%. Пенобетон пониженной технологической влажности характеризуется высокой стабильностью, ускоренным набором распалубочной прочности и, наконец, повышенной прочностью. Причем эти результаты получены не в результате повышенного расхода высокомарочного цемента, а при снижении! Время поризации рабочего раствора на турбосмесителе - активаторе не превышает 2-4 минут, при этом, благодаря устройству кольцевого подвода воздуха и конфигурации турбины-активатора, расход синтетического пенообразователя не превышает 600 грамм на 1м3 (при производстве пенобетона D-600 и В/Т отношении больше 0.5) и 1200 грамм на 1м3 (при производстве пенобетона D-600 и В/Т меньше 0.4). Качество пенобетона, получаемого на турбосмесителях-активаторах, ни в чем не уступает, а по некоторым характеристикам превосходит пенобетон, полученный на установках, оснащенных пеногенератором либо механическим поризатором. Еще раз хотелось бы заметить, что пенобетон пониженной технологической влажности, приготовленный на основе активированных компонентов, материал очень стабильный и не сложный в производстве. Изготовление пенобетона пониженной технологической влажности, учитывая высокую стабильность материала, вполне возможно организовать на строительной площадке в непосредственной близости от места его использования. Итак, эффективный пенобетон - это активация компонентов смеси и снижение количества свободной воды в растворе. Производство полистиролбетона на турбосмесителе - активаторе Основные способы повышения прочности пенобетона сохраняют свою актуальность и при производстве полистиролбетона. Несмотря на различные способы формирования пустот, эти материалы во многом схожи. Во многом схожи и способы их производства.Большой объем сферических тел (воздушных пузырьков или вспененных гранул ПСВ), распределенных в песко-цементной массе, устанавливает и аналогичные способы повышения прочности таких конструкций. Таким образом, технология помола сыпучих компонентов смеси и последующая гидро- и виброактивация раствора в производстве строительных растворов и пенобетона различных плотностей вполне актуальна и для производства полистиролбетона. Повышение прочности стенок между гранулами вспененного ПСВ увеличивает прочность всей конструкции. Активация компонентов смеси и снижение водотвердого (В/Т) отношения позволяет изготавливать полистиролбетон повышенной прочности при снижении расхода цемента. Применение турбосмесителей - активаторов в производстве полистиролбетона помимо гидроактивации рабочего раствора позволяет реализовать на практике еще один способ увеличения прочности материала без увеличения расхода цемента. Так как гранулы вспененного ПСВ имеют гладкую поверхность, существует проблема прочности крепления гранул ПСВ в цементно-песчаной матрице. Зачастую, вспененные гранулы ПСВ легко отделяются от поверхности полистиролбетонного стенового блока. Для борьбы с выкрашиванием гранул ПСВ применяются различные химические составы, увеличивающие сцепление гранул с цементно-песчаным основанием. Однако значительно лучшие результаты прочности крепления гранул ПСВ достигаются при использовании специальных гранул, имеющих матовую неровную поверхность. К такой неровной поверхности цемент и песок прикрепляется гораздо сильнее. Гранулы ПСВ, имеющие такую поверхность, практически не выкрашиваются из полистиролбетонной массы. К сожалению, отечественная промышленность не выпускает таких гранул ПСВ, изначально предназначенных для использования в полистиролбетонных конструкциях. Однако при производстве полистиролбетона на турбосмесителях - активаторах, гранулы вспененного ПСВ, перемешиваемые вместе с цементом и песком, получают множественные микроповреждения в виде мелких царапин. Гладкая поверхность гранул ПСВ постепенно становится матовой. К микроцарапинам на поверхности гранул ПСВ надежно прикрепляются частицы цемента и песка. Таким образом, даже без использования химических добавок, призванных увеличить сцепление гранул ПСВ с цементно-песчаными составляющими раствора, достигаются отличные результаты упрочнения полистиролбетонной конструкции. Применение турбосмесителей - активаторов в производстве полистиролбетона позволяет производить качественное смешивание материалов, гидро- и виброактивировать раствор и подготавливать вспененные гранулы ПСВ. На основании результатов производственных испытаний и лабораторных исследований можно с уверенностью сказать: применение турбосмесителей - активаторов открывает новые возможности производства различных теплоэффективных строительных материалов. Широчайшие возможности использования турбосмесителей - активаторов в производстве строительных материалов позволило реализовать на практике идею создания универсальных смесителей- активаторов! назад | источник: www.strol.ru
| |
|
E-mail: info@onproject.ru
|